
Nadpis: Skutečná cena levných nosníků: Proč zinek a tloušťka materiálu mají význam
Když stojíte ve skladu o rozloze 10 000 m², všechny lehké ocelové nosníky mohou vypadat stejně – stříbrné, kovové a pevné. Jako továrna působící na tomto poli od roku 1997 jsme však viděli, co se stane za pět let, pokud je kvalita narušena.
„Kosterní struktura“ vaší budovy je tak dobrá, jak dobrá je ocel, ze které je vyrobena. Většina kupujících se zaměřuje na cenu za metr, ale profesionální stavební firmy se soustředí na dvě věci: zinkovou vrstvu a skutečnou tloušťku plechu (gauge). V našem závodě v Hangzhou používáme výhradně ocel pozinkovanou ponorem do roztaveného zinku. Proč? Protože elektrochemicky pozinkované alternativy mohou vypadat v první den lesklé, ale postrádají obětavou ochranu nutnou ve vlhkém prostředí. Pokud je zinková vrstva tenčí než standardní 60 g/m², zveřejňujete rzi pozvánku na oslavu. Viděli jsme projekty, kde se nízkokvalitní nosníky začaly korodovat již během 24 měsíců, čímž byla ohrožena celková statická únosnost stropu.
Poté je tu „hra s tloušťkou plechu (gauge)“. Mnoho dodavatelů uvádí tloušťku 0,5 mm, ale dodává 0,42 mm. Ve světě lehčích ocelových konstrukcí představuje rozdíl 0,08 mm rozdíl mezi stropem, který zůstává rovný, a stropem, který se prohíná. Naše výrobní linky jsou nastaveny na maximální přesnost. Když uvádíme tloušťku 0,6 mm pro těžké příčky, myslíme tím skutečně 0,6 mm.
V tomto článku se podrobně zabýváme:
Výběrem správného nosníku nejde jen o splnění povinných kontrol – jde o předcházení nočnímu můru „prasklin ve sádrokartonových stěnách“, který trápí developery i několik let po dokončení stavby...
----
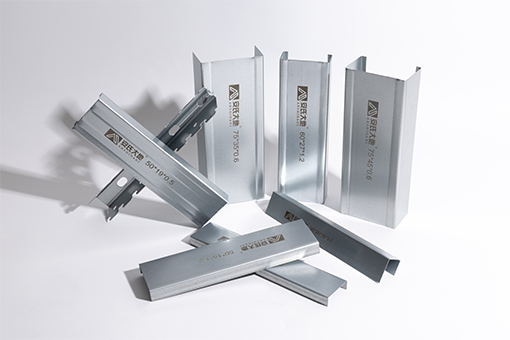
Vstoupíte-li do jakéhokoli skladu lehkých ocelových nosníků, uvidíte řady lesklých stříbrných profilů. Pro neproškolený pohled vypadají všechny stejně. Pokud se však podíváte pozorněji – nebo ještě lépe, necháte-li vzorek po dobu šesti měsíců ve vlhkém prostředí – rozdíly se stanou bolestivě patrné.
Ochranná vrstva na pozinkované oceli není pouze barvou či povlakem. Je to metalurgická vazba mezi zinkem a ocelí. Je-li tato vazba slabá nebo tenká, začíná koroze na mikroskopických rytinách, řezech nebo dírách vytvořených razítkem. Jakmile se objeví rez, šíří se pod zbývajícím zinkem jako rakovina, odlepí povlak a odhalí čerstvou ocel oxidaci.
Žárové zinkování (HDG) spočívá v ponoření ocelového pásku do roztaveného zinku při teplotě přibližně 450 °C. Vznikají tak řady zinek-železo slitinových vrstev, které jsou metalurgicky spojeny se základní ocelí. Výsledkem je povlak, který je tvrdý, odolný proti opotřebení a samoopravný – zinek se koroduje obětavě, čímž chrání ocel. U žárového zinkování se obvykle dosahuje hmotnosti povlaku 60–120 g/m² (oboustranně), u některých specifikací až 275 g/m² pro extrémní pobřežní nebo průmyslové prostředí.
Elektrolytické zinkování využívá elektrický proud k usazení zinku na povrch oceli. Povlak je tenčí, obvykle 10–30 g/m², a nemá slitinové vrstvy jako u žárového zinkování. I když elektrolyticky zinkovaná ocel vypadá po novu jasně a rovnoměrně, nabízí jen omezenou dlouhodobou ochranu. V koupelně, kuchyni nebo jakémkoli prostoru s vlhkostí nad 60 % se u elektrolyticky zinkovaných nosníků objeví červené rzi během 18–24 měsíců. Do pátého roku může dojít k úplnému selhání povlaku v místních oblastech.
Skutečné důsledky v praxi: Nedávno jsme poskytli odborné poradenství při rekonstrukci pětiletého hotelu, kde původní dodavatel ke šetření přibližně 0,08 USD za metr použil elektrogalvanicky pozinkované nosníky. Na stropě vnitřního bazénového prostoru hotelu byly patrné rozsáhlé rzi, která prosakovala skrz sádrokartonové desky. Ještě horší však bylo, že několik stropních panelů ztratilo bezpečnost, protože korozí poškozené hlavní nosné profily již nedokázaly udržet svou návrhovou zátěž. Náklady na odstranění závad: výměna 2 800 m² stropní konstrukce včetně demolice, likvidace, nových materiálů a práce – více než 45 000 USD. Původní úspora na nosných profilech? Méně než 1 200 USD.
Náš standard: V našem závodě v Hangzhou používáme výhradně ocel pozinkovanou ponorem do roztaveného zinku s minimální hmotností povlaku 60 g/m² pro vnitřní suché aplikace a 120 g/m² pro všechny profily, které mohou být vystaveny vlhkosti, kondenzaci nebo venkovnímu vzduchu. Pro pobřežní projekty nebo průmyslová prostředí doporučujeme povlak o hmotnosti 180–220 g/m².
Ocelářský průmysl má špinavý tajemství: uvedená tloušťka a skutečná tloušťka se zřídka shodují. Nedobrosrvěstní dodavatelé uvádějí „nominální“ tloušťku (např. 0,5 mm), ale dodávají „tloušťku základního kovu“, která je výrazně menší – někdy 0,42 mm nebo dokonce 0,40 mm. Spoléhají na to, že kupující nemají mikrometry nebo nevědí, jak měřit správně.
Proč záleží na 0,08 mm: únosnost lehkého ocelového profilu při ohybu závisí na tloušťce kubicky. Snížení tloušťky z 0,5 mm na 0,42 mm (tj. o 16 %) snižuje moment setrvačnosti profilu přibližně o 25–30 %. To znamená, že stropní lišta, která by měla bezpečně překlenout rozpětí 1 200 mm při tloušťce 0,5 mm, začne průviset již při rozpětí 900 mm, je-li vyrobena z oceli o tloušťce 0,42 mm.
U dělících tyčí je ztráta ještě kritičtější. Tyč o nominální tloušťce 0,5 mm, navržená tak, aby odolala bočnímu zatížení 250 N, se při skutečné tloušťce 0,42 mm prohne o 40 % více. V chodbě s vysokým provozem se tato nadměrná deformace přímo projeví prasklinami ve spojích suchých stěn, vyboulenými hlavami šroubů a zdmi, které při doteku působí „pružně“.
Jak se chránit:
Použijte kalibrovaný mikrometr – nikoli posuvné měřítko. Posuvné měřítko měří celkovou tloušťku včetně povlaku, který může přidat 0,02–0,03 mm. Mikrometr s hrotovou opěrkou měří tloušťku základního kovu.
Vyžadujte certifikát zkoušky materiálu (MTC) od výrobce oceli, nikoli od výrobce nosných profilů. Certifikát MTC uvádí skutečnou tloušťku ocelového kotouče před tvářením.
Z dodaných balíků odeberte náhodné vzorky a změřte tloušťku na několika místech. Pokud více než 5 % vzorků má tloušťku pod stanovenou minimální hodnotou, zásilku zamítněte.
Ve své zakázce uveďte jak nominální, tak minimální tloušťku. Například: „nominální tloušťka 0,5 mm, minimální tloušťka základního kovu 0,47 mm.“
Naše závazek: Každá výrobní linka v našem závodě v Hangzhou je vybavena nepřetržitým monitorováním tloušťky. Pokud se tloušťka dodávané ocelové cívky odchyluje od specifikace o více než ±0,02 mm, linka automaticky upozorní kontrolu kvality. Ke každé dodávce dodáváme zkušební osvědčení a rádi přijmeme inspekce třetích stran kdykoli.
Pokud jste někdy prstem projeli po kvalitním lehkém ocelovém nosníku, možná jste si všimli jemné kosočtverečné struktury nebo řady malých výstupků vtlačených do stojiny nebo příček. Tento jev se nazývá rýhování a má daleko od pouze dekorativní funkce.
Co rýhování dělá:
Zvyšuje úchop šroubu: Když se samo-vrtací šroub pronikne do rýhovaného povrchu, vystouplá textura vytvoří dodatečné tření a mechanické zaklesnutí. Zkoušky vytažení ukazují, že rýhované povrchy zvyšují udržení šroubu o 20–35 % oproti hladkým povrchům.
Zabraňuje vykroucení šroubu: Při montáži sádrokartonových desek se šrouby mohou „vykroutit“, pokud proniknou příliš hluboko. Rýhování poskytuje montéru hmatovou zpětnou vazbu a brání volnému otáčení šroubu po dosažení správného zasazení.
Zlepšuje tření mezi navršenými profily: Při dopravě nebo skladování více nosných profilů snižuje rýhování smýkání a udržuje balíky zarovnané.
Místně zpevňuje profil: Studené tváření při rýhování způsobuje lokální zakřepnutí oceli v místech rýh, čímž se místní mez kluzu zvyšuje až o 15 %.
Na co si dát pozor: Kvalitní rýhování musí být rovnoměrné s konzistentní hloubkou po celé délce profilu. Mělké nebo nesouvislé rýhování má jen minimální účinek. Příliš agresivní rýhování může vytvořit místa koncentrace napětí, která ocel oslabují. Optimální vzor je kosočtverečný nebo mřížový s hloubkou 0,1–0,2 mm.
Riziko padělatky: Některé nízkonákladové výrobce nanášejí na ocel simulovaný rýhovaný vzor pomocí barvy aplikované válečkem nebo leptáním. Tento vizuální trik vypadá z dálky autenticky, ale neposkytuje žádný funkční přínos. Rychlý test poškrábání – pokud se „textura“ odškrábe nehtem, nejde o skutečné rýhování.
Certifikát zkoušky materiálu (MTC) je jediný spolehlivý důkaz, že ocel, kterou jste objednali, je skutečně ta, kterou jste obdrželi. Certifikáty MTC však mohou být falšované, chybně datované nebo zcela nepodstatné, pokud neodpovídají konkrétní cívce použité pro vaše kýly. Zde je, co je třeba zkontrolovat:
| Parametr | Co hledat | Červená vlajka |
|---|---|---|
| Počet spirál | Musí odpovídat číslu cívky vyraženému na balení vašich kýlů | Žádné číslo cívky nebo obecné číslo |
| Tloušťka základního kovu | Měla by být v rozmezí ±0,02 mm vaší specifikace | Více než 0,03 mm pod jmenovitou hodnotou |
| Hmotnost nátěru zinku | Teplý potah: minimálně 60 g/m². Elektrogalvanicky pozinkované: typicky 20 g/m² | "Zinkový povlak" bez uvedení hmotnosti nebo způsobu nanášení |
| Mezní pevnost | Minimálně 220 MPa pro vnitřní použití, 280 MPa pro konstrukční prvky | Nižší než 200 MPa |
| Pevnost v tahu | 270–500 MPa v závislosti na třídě | Neuvedeno nebo nižší než 250 MPa |
| Délkové prodloužení | Minimálně 20 % pro tvářitelnost | Nižší než 15 % (křehká ocel praskne při ohýbání) |
Profesionální tip: Požádejte o certifikát materiálu (MTC) před expedicí a ověřte, zda číslo cívky uvedené v MTC odpovídá číslům cívek viditelným na paletizovaných balících. Pokud dodavatel není schopen poskytnout stopovatelný certifikát MTC, nepokoušejte se zboží zakoupit.
Nejnebezpečnějším důsledkem levných nosných profilů není okamžitý kolaps, ale pomalé, postupné poškození, které se objeví 12 až 36 měsíců po montáži. Jemné trhliny podél spojů stropních desek, vyboulení hřebíků ve stěnách oddělení, rohy, které již nesplňují pravý úhel, a dveře, které začínají v rámu zaseknout.
Tyto příznaky nejsou způsobeny špatnou úpravou sádrokartonových stěn (i když se za ně často obviňuje právě to). Jsou způsobeny rozdílným pohybem mezi ocelovým nosníkem a sádrokartonovou deskou. Pokud je ocel příliš tenká nebo špatně pozinkovaná, více se prohýbá pod zátěží, více se roztahuje a smršťuje při změnách teploty a nerovnoměrně koroduje. Každý z těchto pohybů se přímo přenáší na tuhou sádrokartonovou desku, která je k ní připevněna. Deska není dostatečně pružná, aby tyto pohyby absorbovala, a proto se praská.
Noční můra vývojáře: Pro bytového nebo komerčního vývojáře tyto trhliny nejsou pouze kosmetickou vadou. Vyvolávají nároky na záruku. Poškozují reputaci. Vyžadují drahé opravy, které zahrnují rozřezání stěn, výměnu částí ocelových nosníků, novou úpravu povrchu a natírání – všechno to probíhá za provozu budovy. Úspora 5 000 USD na lištách se tak snadno může proměnit v náklady ve výši 50 000 USD na opravy po uvedení do provozu, plus právní poplatky a odškodnění nájemců.
Společnost Anshidadi vyrábí lehké ocelové nosníky od roku 1997. Viděli jsme, jak konkurenti přicházejí a odcházejí – většinu z nich zničilo jejich vlastní šetření na kvalitě. Viděli jsme projekty, ve kterých naše nosníky bezchybně fungovaly po dvacet let, i projekty, kde produkt konkurenta selhal během dvou let.
Volba je jednoduchá: zaplatit férovou cenu za certifikovanou ocel pozinkovanou tzv. ponornou metodou s ověřenou tloušťkou plechu a skutečným drážkováním, nebo později zaplatit mnohem více za opravy, náhrady a ztracenou důvěru.
Když si vyberete naše produkty, nezakupujete pouze ocelové profily. Zakupujete desetiletí kontroly kvality, průhledných technických specifikací a partnerství, které klade důraz na váš dlouhodobý úspěch spíše než na náš krátkodobý zisk. Požádejte o naše materiálové zkušební protokoly (MTC). Navštivte náš závod. Vyzkoušejte naše nosníky. Vítáme důkladné prozkoumání – protože víme, na co je naše ocel schopná.








 Aktuální novinky
Aktuální novinky