
Nadpis: Skutočná cena lacných nosníkov: Prečo záleží na zinku a hrúbke
Keď stojíte v sklade s rozlohou 10 000 štvorcových metrov, všetky ľahké oceľové nosníky môžu vyzeráť rovnako – strieborné, kovové a pevné. Avšak ako továreň, ktorá sa týmto zaoberá od roku 1997, sme videli, čo sa stane o päť rokov neskôr, keď je kvalita kompromitovaná.
"Skeleta" vašej budovy je len taká dobrá ako oceľ, z ktorej je vyrobená. Väčšina kupujúcich sa zameriava na cenu za meter, ale profesionálni dodávatelia sa zameriavajú na dve veci: Zinkovú vrstvu a skutočnú meradlo. V našom závode v Hangzhou používame výhradne horúco ocelovanú oceľ. - Prečo? - Prečo? Pretože elektrogalvanizované alternatívy môžu vyzerať lesklé na prvý deň, ale nemajú obetujúcu ochranu potrebnú v vlhkom prostredí. Ak je obal zinku menší ako štandardné 60g/m2, pozývate hrdzavu na párty. Videli sme projekty, pri ktorých sa nízko kvalitné kliesky začali korozovať do 24 mesiacov, čím sa ohrozila konštrukčná integrita celého stropu.
A potom je tu "Hra s meradlom". Mnoho dodávateľov uvádza 0,5 mm, ale dodáva 0,42 mm. V svete ľahkej ocele je ten rozdiel 0,08 mm rozdiel medzi stropom, ktorý zostáva plochý a stropom, ktorý sa spadá. Naše výrobné linky sú kalibrované pre presnosť. Keď hovoríme 0,6 mm pre ťažkú priečku, myslíme 0,6 mm.
V tomto článku sa podrobne pozrieme na:
Výber správneho nosníka nie je len otázkou splnenia kontrolných požiadaviek; ide o predchádzanie „prasklinám v sadrokartónových stenách“, ktoré trápia developerov roky neskôr...
----
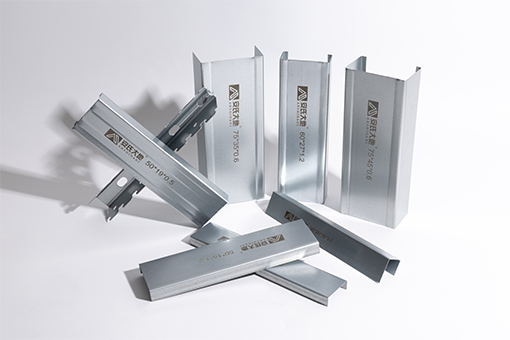
Vstúpte do akéhokoľvek skladu ľahkých oceľových nosníkov a uvidíte rady lesklých strieborných profilov. Pre nepretrénované oko vyzerajú všetky rovnako. Ale pozrite sa pozornejšie – alebo ešte lepšie, nechajte vzorku v vlhkom prostredí po dobu šiestich mesiacov – a rozdiely sa stanú bolestivo viditeľné.
Ochranná vrstva na pozinkovanej ocele nie je len farba či povlak. Je to kovová väzba medzi zinkom a oceľou. Ak je táto väzba slabá alebo tenká, korózia začína na mikroskopických škrabancoch, rezných rezoch alebo vystrihnutých otvoroch. Keď sa raz začne hrdza, šíri sa pod zostávajúcim zinkom ako rakovina, oddeľuje povlak a odhaľuje čerstvú oceľ pred oxidáciou.
Horúca ponorná zinkovanie (HDG) zahŕňa ponorenie oceľového pásu do roztaveného zinku pri teplote približne 450 °C. Vznikajú tak séria zinkovo-železných zliatin, ktoré sú metalurgicky spojené s výchozím oceľovým materiálom. Výsledkom je povlak, ktorý je tvrdý, odolný voči opotrebovaniu a má schopnosť samozáchrany – zinok sa koroduje obetne, čím chráni oceľ. Pri HDG sa zvyčajne dosahuje hmotnosť povlaku 60–120 g/m² (z oboch strán), pri niektorých špecifikáciách až 275 g/m² pre extrémne prípadné prostredia, ako sú pobrežné alebo priemyselné oblasti.
Elektro-zinkovanie využíva elektrický prúd na usadenie zinku na povrchu ocele. Povlak je tenší, zvyčajne 10–30 g/m², a neobsahuje zliatinové vrstvy, aké vznikajú pri HDG. Hoci elektro-zinkovaná oceľ vyzerá po novom jasne a rovnomerne, ponúka obmedzenú dlhodobú ochranu. V kúpeľni, kuchyni alebo v akomkoľvek priestore s vlhkosťou vyššou ako 60 % sa na elektro-zinkovaných nosníkoch objavia červené ržavé škvrny už po 18–24 mesiacoch. Do piatich rokov môže dôjsť k úplnému zlyhaniu povlaku v lokálnych oblastiach.
Skutočný dôsledok v reálnom svete: Nedávno sme poskytli odborné poradenstvo pri rekonštrukcii päťročného hotela, kde pôvodný dodávateľ na úsporu približne 0,08 USD za meter použil elektrogalvanicky pozinkované nosníky. Na stropnej konštrukcii v interiéri plaveckej haly hotelu sa objavili rozsiahle rziavé škvrny, ktoré prenikali cez sadrokartónové dosky. Ešte horšie bolo, že niekoľko stropných dosiek stratilo bezpečnosť, pretože koróznou činnosťou poškodené hlavné nosné profily už nedokázali zabezpečiť svoju návrhovú nosnosť. Náklady na odstránenie poruchy: výmena 2 800 m² stropnej konštrukcie vrátane demolície, likvidácie, nových materiálov a práce – viac ako 45 000 USD. Pôvodná úspora na nosníkoch? Menej ako 1 200 USD.
Náš štandard: V našom závode v Hangzhou používame výhradne oceľ pozinkovanú ponorením s minimálnou hmotnosťou povlaku 60 g/m² pre vnútorné suché aplikácie a 120 g/m² pre akýkoľvek profil, ktorý môže byť vystavený vlhkosti, kondenzácii alebo vonkajšiemu vzduchu. Pre pobrehové projekty alebo priemyselné prostredia odporúčame povlak s hmotnosťou 180–220 g/m².
Oceliarsky priemysel má špinavý tajomstvo: uvedená hrúbka a skutočná hrúbka sa zriedka zhodujú. Nedobrodelní dodávatelia uvádzajú „nominálnu“ hrúbku (napr. 0,5 mm), ale dodávajú „hrúbku základného kovu“, ktorá je výrazne menšia – niekedy 0,42 mm alebo dokonca 0,40 mm. Spoliehajú sa na to, že kupujúci nemajú mikrometre alebo nevedia správne merať.
Prečo záleží na 0,08 mm: Štrukturálna pevnosť ľahkého oceľového profilu sa pri odolnosti voči ohybu mení podľa kubického vzťahu s hrúbkou. Zníženie hrúbky z 0,5 mm na 0,42 mm (zníženie o 16 %) zníži moment zotrvačnosti profilu približne o 25–30 %. To znamená, že stropný kanál, ktorý by pri hrúbke 0,5 mm bezpečne preklenul vzdialenosť 1 200 mm, začne pri hrúbke 0,42 mm prehýbať už pri vzdialenosti 900 mm.
Pri profiloch pre deliace steny je strata ešte kritičtnejšia. Profil s hrúbkou 0,5 mm, ktorý je navrhnutý na odolanie bočnej sile 250 N, sa pri skutočnej hrúbke 0,42 mm ohybne o ďalších 40 %. V chodbe s vysokým premávkou sa tento dodatočný ohyb priamo prejaví prasklinami v spojoch sadrokartónových dosiek, vyskočením hlávok skrutiek a stenou, ktorá pri dotyku pôsobí „gumovo“.
Ako sa ochrániť:
Použite kalibrovaný mikrometrický merací prístroj – nie posuvné meradlo. Posuvné meradlo meria celkovú hrúbku vrátane povlaku, ktorý môže pridať 0,02–0,03 mm. Mikrometrický merací prístroj s ihlovým základným členom meria hrúbku základného kovu.
Vyžadujte certifikát skúšobnej výroby (MTC) od výrobcu ocele, nie od výrobcu nosníkov. Certifikát MTC uvádza skutočnú hrúbku oceľového kotúča pred tváraním.
Z doručených balíkov odoberajte náhodné vzorky a merajte v niekoľkých miestach. Ak viac ako 5 % vzoriek má hrúbku nižšiu ako špecifikovaná, odmietnite dodávku.
V zmluve o nákupu uveďte nielen menovitú, ale aj minimálnu hrúbku. Napríklad: „menovitá hrúbka 0,5 mm, minimálna hrúbka základného kovu 0,47 mm.“
Naša záväzok: Každá výrobná linka v našom závode v Hangzhou je vybavená nepretržitým monitorovaním hrúbky. Ak sa hrúbka prichádzajúceho oceľového kotúča odchýli od špecifikácie viac ako o ±0,02 mm, linka automaticky upozorní kvalitný kontrolný tím. Každá dodávka je sprevádzaná skúšobným osvedčením a my rád prijímame prehliadky tretích strán kedykoľvek.
Ak ste niekedy prejíždzať prstom po kvalitnom tenkom oceľovom nosníku, možno ste si všimli jemný kosoštvorcový vzor alebo sériu malých hrebeňov vtlačených do stredovej časti (web) alebo pásnic (flanges). Toto sa nazýva rýhovanie a má ďaleko viac než iba dekoratívny účel.
Čo rýhovanie robí:
Zvyšuje upevnenie skrutky: Keď samovŕtacia skrutka prenikne do rýhovanej povrchu, zdvihnutá textúra vytvorí dodatočné trenie a mechanické záberové spojenie. Výsledky skúšok vytiahnutia ukazujú, že rýhované povrchy zvyšujú udržanie skrutky o 20–35 % v porovnaní s hladkými povrchmi.
Zabraňuje vykrúcaniu skrutky: Pri inštalácii sadrokartónových dosiek sa skrutky môžu „vykrútiť“, ak preniknú príliš hlboko. Rýhovanie poskytuje inštalačnému personálu dotykovú spätnú väzbu a zabraňuje voľnému otáčaniu sa skrutky po jej zasadení.
Zlepšuje trenie medzi prekladanými profily: Pri preprave alebo skladovaní viacerých nosníkov rýhovanie zníži šmyk a udrží balíky zarovnané.
Zosilňuje profil lokálne: Proces studeného tvárnenia pri rýhovaní spôsobuje lokálnu kalenie ocele v miestach textúry, čím sa zvyšuje lokálna mezná pevnosť až o 15 %.
Na čo sa pozrieť: Kvalitné rýhovanie by malo byť rovnomerné s konštantnou hĺbkou po celej dĺžke profilu. Mierne alebo nesúvislé rýhovanie prináša len malý prínos. Príliš agresívne rýhovanie môže vytvoriť miesta zvýšeného napätia, ktoré oslabujú oceľ. Optimálnym vzorom je kosoštvorcový alebo mriežkový vzor s hĺbkou 0,1–0,2 mm.
Riziko padnutých výrobkov: Niektorí výrobcovia s nízkymi nákladmi tlačia na oceľ simulovaný rezbou vybavený povrch pomocou farby nanášanej valčekom alebo chemického leptania. Tento vizuálny trik vyzerá z diaľky autenticky, avšak neposkytuje žiadnu funkčnú výhodu. Rýchly test škrabnutia – ak sa „textúra“ odškrabe nechtom, nejde o skutočné rezbou vybavenie.
Certifikát skúšobného merania materiálu (MTC) je jediný spoľahlivý dôkaz, že oceľ, ktorú ste objednali, je naozaj tá, ktorú ste dostali. Certifikáty MTC však môžu byť falšované, mať nesprávne dátumy alebo jednoducho byť neplatné, ak sa nezhodujú so špecifickým kotúčom použitým pre vaše kormidlá. Tu je, čo treba skontrolovať:
| Parametre | Čo hľadať | Červená vlajka |
|---|---|---|
| Počet obvití | Musí zodpovedať číslu kotúča vyrytému na obale vašich kormidiel | Žiadne číslo kotúča alebo všeobecné číslo |
| Hrúbka základného kovu | Mala by byť v rozmedzí ±0,02 mm voči vašej špecifikácii | Viacej ako 0,03 mm pod menovitou hodnotou |
| Hmotnosť zineovej nátierky | Horúci potah: minimálne 60 g/m². Elektrogalvanicky pozinkované: typicky 20 g/m² | „Pozinkované zinkom“ bez uvedenia hmotnosti alebo metódy |
| Medza klzu | Minimálne 220 MPa pre vnútorné použitie, 280 MPa pre konštrukčné použitie | Nižšie ako 200 MPa |
| Medza pevnosti v ťahu | 270–500 MPa v závislosti od triedy | Nie je uvedené alebo nižšie ako 250 MPa |
| Predĺženie | Minimálne 20 % pre tvárnosť | Nižšie ako 15 % (krehká oceľ sa počas ohýbania praskne) |
Profesionálna rada: Požiadajte o certifikát materiálu (MTC) pred expedíciou a overte, či sa číslo cievky uvedené v MTC zhoduje s číslami cievok viditeľnými na paletizovaných balíkoch. Ak dodávateľ nemôže poskytnúť stopeľný certifikát MTC, nekupujte.
Najnebezpečnejšou dôsledkom lacných nosníkov nie je okamžitý kolaps, ale pomalé, postupné zlyhanie, ktoré sa objaví 12 až 36 mesiacov po inštalácii. Jemné praskliny pozdĺž spojov stropov. Vyskakujúce hrebeňové klince v priečkach. Rohy, ktoré už nesplňajú pravý uhol. Dvere, ktoré sa začínajú zasekať v rámových otvoroch.
Tieto príznaky nie sú spôsobené zlou úpravou sadrokartónových stien (hoci sa za to často obviňuje práve to). Vznikajú v dôsledku rozdielneho posunu medzi oceľovým skeletom a sadrokartónovými doskami. Ak je oceľ príliš tenká alebo zle pozinkovaná, viac sa deformuje pod zaťažením, viac sa rozširuje a zužuje pri zmenách teploty a nerovnomerne koroduje. Každý z týchto pohybov sa priamo prenáša na tuhé sadrokartónové dosky, ktoré sú k nemu pripevnené. Dosky sa nedokážu dostatočne ohnúť, aby absorbovali tento pohyb, a preto sa trhajú.
Nehrozný sen developerov: Pre rezidenčného alebo komerčného developera tieto trhliny nie sú len estetickou chybou. Spúšťajú záručné nároky, poškodzujú reputáciu a vyžadujú drahé opravy, ktoré zahŕňajú rezy do stien, výmenu častí oceľového skeletu, novú úpravu povrchov a náter – všetko toto sa musí vykonať, kým je budova obsadená. Úspora 5 000 USD na keiloch sa tak ľahko môže premeniť na 50 000 USD nákladov na opravy po uvedení do prevádzky, plus právne poplatky a kompenzácie pre nájomníkov.
V spoločnosti Anshidadi vyrábame ľahké oceľové nosníky od roku 1997. Videli sme, ako konkurenti prichádzajú a odchádzajú – väčšinu z nich zničilo ich vlastné šetrienie na kvalite. Videli sme projekty, v ktorých naše nosníky bezchybne fungovali po dobu dvadsiatich rokov, ale aj projekty, v ktorých sa výrobok konkurenta porouchal už po dvoch rokoch.
Voľba je jednoduchá: zaplatiť spravodlivú cenu za certifikovanú oceľ pozinkovanú horúcou ponorovou metódou s overenou hrúbkou a skutočným drsným povrchom, alebo neskôr zaplatiť oveľa viac za opravy, výmenu a straty dôvery.
Keď si vyberiete naše výrobky, nezakúpite si len oceľové profily. Zakúpite si desaťročia kontroly kvality, transparentné špecifikácie a partnerstvo, ktoré uprednostňuje váš dlhodobý úspech pred naším krátkodobým ziskom. Požiadajte o naše certifikáty materiálových skúšok (MTC). Navštívte našu továreň. Vyskúšajte naše nosníky. Vitáme dôkladnú kontrolu – pretože vieme, čo naša oceľ dokáže.








 Horúce novinky
Horúce novinky