 ×
×

Title: The Real Cost of Cheap Keels: Why Zinc and Gauge Matter
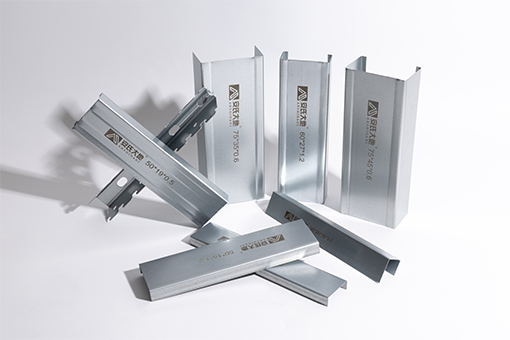
When you’re standing in a 10,000-square-meter warehouse, all light steel keels might look the same—silver, metallic, and sturdy. But as a factory that has been in this game since 1997, we’ve seen what happens five years down the line when quality is compromised.
The "skeleton" of your building is only as good as the steel it’s made from. Most buyers focus on the price per meter, but professional contractors focus on two things: The Zinc Layer and The Actual Gauge. At our Hangzhou facility, we exclusively use hot-dip galvanized steel. Why? Because electro-galvanized alternatives might look shiny on day one, but they lack the sacrificial protection needed in humid environments. If the zinc coating is less than the standard 60g/㎡, you’re inviting rust to the party. We’ve seen projects where low-quality keels started corroding within 24 months, compromising the structural integrity of the entire ceiling.
Then there’s the "Gauge Game." Many suppliers quote 0.5mm but deliver 0.42mm. In the world of light gauge steel, that 0.08mm difference is the difference between a ceiling that stays flat and one that sags. Our production lines are calibrated for precision. When we say 0.6mm for a heavy-duty partition, we mean 0.6mm.
In this article, we’ll dive deep into:
Choosing the right keel isn't just about passing inspection; it’s about avoiding the nightmare of "drywall cracks" that haunt developers years later...
----
Walk into any light steel keel warehouse, and you'll see rows of gleaming silver profiles. To the untrained eye, they all look the same. But take a closer look—or better yet, leave a sample in a humid environment for six months—and the differences become painfully visible.
The protective layer on galvanized steel is not merely a paint or a coating. It's a metallurgical bond between zinc and steel. When that bond is weak or thin, corrosion begins at microscopic scratches, cuts, or punch holes. Once rust starts, it spreads under the remaining zinc like cancer, lifting the coating and exposing fresh steel to oxidation.
Hot-Dip Galvanizing (HDG) involves immersing the steel strip in molten zinc at approximately 450°C. This creates a series of zinc-iron alloy layers that are metallurgically bonded to the base steel. The result is a coating that is hard, abrasion-resistant, and self-healing—zinc sacrificially corrodes to protect the steel. HDG typically achieves coating weights of 60–120g/m² (double-sided), with some specifications reaching 275g/m² for extreme coastal or industrial environments.
Electro-galvanizing uses an electrical current to deposit zinc onto the steel surface. The coating is thinner, typically 10–30g/m², and lacks the alloy layers of HDG. While electro-galvanized steel looks bright and uniform when new, it offers limited long-term protection. In a bathroom, kitchen, or any space with humidity above 60%, electro-galvanized keels will show red rust spots within 18–24 months. By year five, the coating may have completely failed in localized areas.
The Real-World Consequence: We recently consulted on a five-year-old hotel renovation where the original contractor had used electro-galvanized keels to save approximately $0.08 per meter. The hotel's indoor pool area ceiling showed extensive rust staining bleeding through the gypsum boards. Worse, several ceiling tiles had become unsafe because corroded main channels could no longer support their design load. The remediation cost: replacing 2,800 square meters of ceiling, including demolition, disposal, new materials, and labor—over $45,000. The original savings on keels? Less than $1,200.
Our Standard: At our Hangzhou facility, we use exclusively hot-dip galvanized steel with a minimum coating weight of 60g/m² for interior dry applications, and 120g/m² for any profile that may be exposed to humidity, condensation, or outdoor air. For coastal projects or industrial environments, we recommend 180–220g/m².
The steel industry has a dirty secret: quoted thickness and actual thickness are rarely the same. Unscrupulous suppliers will quote a "nominal" thickness (e.g., 0.5mm) but deliver a "base metal thickness" that is significantly thinner—sometimes 0.42mm or even 0.40mm. They rely on buyers not having micrometers or not knowing how to measure correctly.
Why 0.08mm Matters: The structural strength of a light steel profile follows a cubic relationship with thickness for bending resistance. Reducing thickness from 0.5mm to 0.42mm (a 16% reduction) reduces the profile's moment of inertia by approximately 25–30%. That means a ceiling channel that should safely span 1,200mm with a 0.5mm thickness will begin to sag at 900mm if made from 0.42mm steel.
For partition studs, the loss is even more critical. A 0.5mm stud designed to resist a 250N lateral load will deflect an additional 40% if the actual thickness is 0.42mm. In a high-traffic corridor, that extra deflection translates directly to cracked drywall joints, popped screw heads, and a wall that feels "spongy" to the touch.
How to Protect Yourself:
Use a calibrated micrometer—not a caliper. Calipers measure overall thickness including coating, which can add 0.02–0.03mm. A micrometer with a pointed anvil measures base metal thickness.
Require a Mill Test Certificate (MTC) from the steel mill, not from the keel fabricator. The MTC shows the actual gauge of the steel coil before forming.
Take random samples from delivered bundles and measure in multiple locations. If more than 5% of samples fall below the specified thickness, reject the shipment.
Specify both nominal and minimum thickness in your purchase contract. For example: "0.5mm nominal, minimum 0.47mm base metal."
Our Commitment: Every production line at our Hangzhou facility is equipped with continuous thickness monitoring. If the incoming steel coil varies by more than ±0.02mm from specification, the line automatically alerts quality control. We provide a test certificate with every shipment, and we welcome third-party inspections at any time.
If you've ever run your finger along a high-quality light steel keel, you may have noticed a fine diamond pattern or series of small ridges pressed into the web or flanges. This is called knurling, and it is far from decorative.
What Knurling Does:
Increases screw grip: When a self-drilling screw penetrates a knurled surface, the raised texture creates additional friction and mechanical interlock. Pull-out tests show that knurled surfaces increase screw retention by 20–35% compared to smooth surfaces.
Prevents screw spin-out: During drywall installation, screws can "strip" if they over-penetrate. Knurling provides tactile feedback to the installer and prevents the screw from freely spinning after seating.
Improves friction between nested profiles: When shipping or storing multiple keels, knurling reduces sliding and keeps bundles aligned.
Strengthens the profile locally: The cold-forming process of knurling work-hardens the steel at the texture points, increasing local yield strength by up to 15%.
What to Look For: Quality knurling should be uniform, with consistent depth across the entire profile length. Shallow or intermittent knurling offers little benefit. Overly aggressive knurling can create stress risers that weaken the steel. The optimal pattern is a diamond or crosshatch with a depth of 0.1–0.2mm.
The Counterfeit Risk: Some low-cost manufacturers print a simulated knurling pattern onto the steel using roller-applied paint or etching. This visual trick looks authentic from a distance but provides zero functional benefit. A quick scratch test—if the "texture" scrapes off with a fingernail, it's not real knurling.
An MTC is your only reliable evidence that the steel you ordered is the steel you received. But MTCs can be forged, misdated, or simply irrelevant if they don't match the specific coil used for your keels. Here's what to check:
| Parameter | What to Look For | Red Flag |
|---|---|---|
| Coil number | Must match the coil number stamped on your keel packaging | No coil number, or a generic number |
| Base metal thickness | Should be within ±0.02mm of your specification | More than 0.03mm below nominal |
| Zinc coating weight | Hot-dip: minimum 60g/m². Electro-galvanized: 20g/m² typical | "Zinc coated" without specifying weight or method |
| Yield strength | Minimum 220 MPa for interior, 280 MPa for structural | Below 200 MPa |
| Tensile strength | 270–500 MPa depending on grade | Not listed or below 250 MPa |
| Elongation | Minimum 20% for formability | Below 15% (brittle steel will crack during bending) |
Pro Tip: Request the MTC before shipment, and verify that the coil number on the MTC matches the coil numbers visible on the palletized bundles. If the supplier cannot provide a traceable MTC, do not buy.
The most insidious consequence of cheap keels is not immediate collapse—it's the slow, creeping failure that appears 12 to 36 months after installation. Hairline cracks along ceiling joints. Nail pops in partition walls. Corners that no longer meet at 90 degrees. Doors that begin to stick in their frames.
These symptoms are not caused by poor drywall finishing (though that's what gets blamed). They are caused by differential movement between the steel framing and the gypsum board. When steel is too thin or poorly galvanized, it deflects more under load, expands and contracts more with temperature changes, and corrodes unevenly. Each of these movements translates directly to the rigid gypsum board attached to it. The board cannot flex enough to accommodate the movement, so it cracks.
The Developer's Nightmare: For a residential or commercial developer, these cracks are not merely cosmetic. They trigger warranty claims. They damage reputation. They require expensive repairs that involve cutting open walls, replacing sections of steel, refinishing, and repainting—all while the building is occupied. A $5,000 savings on keels can easily become $50,000 in post-occupancy repairs, plus legal fees and tenant compensation.
At Anshidadi, we have been manufacturing light steel keels since 1997. We have seen competitors come and go—most of them undone by their own corner-cutting. We have seen projects where our keels have performed flawlessly for twenty years, and projects where a competitor's product failed within two.
The choice is simple: pay a fair price for certified hot-dip galvanized steel with verified gauge and genuine knurling, or pay much more later for repairs, replacements, and lost trust.
When you choose our products, you are not just buying steel profiles. You are buying decades of quality control, transparent specifications, and a partnership that prioritizes your long-term success over our short-term margin. Ask for our MTCs. Visit our factory. Test our keels. We welcome the scrutiny—because we know what our steel can do.







 Hot News
Hot News