 ×
×

عنوان: هزینه واقعی کیلهای ارزان: چرا رویه روی زینک و ضخامت (گیج) اهمیت دارد
وقتی در انباری به مساحت ۱۰٬۰۰۰ مترمربع ایستادهاید، شاید تمام کیلهای فولادی سبک از نظر ظاهری یکسان به نظر برسند — نقرهای، فلزی و محکم. اما به عنوان کارخانهای که از سال ۱۹۹۷ در این حوزه فعالیت دارد، ما شاهد آنچه پس از پنج سال رخ میدهد، در صورت قربانی شدن کیفیت، بودهایم.
«اسکلت» ساختمان شما تنها به اندازهی فولادی که از آن ساخته شده است، قوی است. بیشتر خریداران بر قیمت هر متر تمرکز میکنند، اما پیمانکاران حرفهای بر دو عامل تمرکز دارند: لایهی رویآوری روی فولاد و ضخامت واقعی فولاد (گیج). در واحد تولیدی ما در هانگژو، صرفاً از فولاد رویآوریشده به روش غوطهوری گرم استفاده میشود. چرا؟ زیرا جایگزینهای رویآوریشده الکترولیتی ممکن است در روز اول براق به نظر برسند، اما فاقد محافظت قربانیشوندهای هستند که در محیطهای مرطوب مورد نیاز است. اگر ضخامت پوشش روی کمتر از استاندارد ۶۰ گرم بر مترمربع باشد، در واقع دارید زنگزدگی را به مهمانی دعوت میکنید. ما پروژههایی را دیدهایم که در آنها ناودانهای پایینکیفیت پس از ۲۴ ماه شروع به خوردگی کردند و این امر استحکام سازهای کل سقف را تهدید کرد.
سپس «بازی گیج» (ضخامت فولاد) را داریم. بسیاری از تأمینکنندگان ضخامت ۰٫۵ میلیمتر را اعلام میکنند، اما ۰٫۴۲ میلیمتر تحویل میدهند. در دنیای فولاد سبکگیج، این تفاوت ۰٫۰۸ میلیمتری تفاوتی است بین سقفی که صاف باقی میماند و سقفی که دچار خمشدن میشود. خطوط تولیدی ما با دقت بالا کالیبره شدهاند. وقتی ما برای یک دیوار جداکنندهی سنگین ضخامت ۰٫۶ میلیمتر را اعلام میکنیم، منظورمان دقیقاً ۰٫۶ میلیمتر است.
در این مقاله، به طور عمیق به موارد زیر میپردازیم:
انتخاب کیل مناسب تنها برای عبور از بازرسی کافی نیست؛ بلکه برای جلوگیری از کابوس «ترکهای دیوارهای گچی» است که سالها بعد همچنان توسعهدهندگان را آزار میدهد...
----
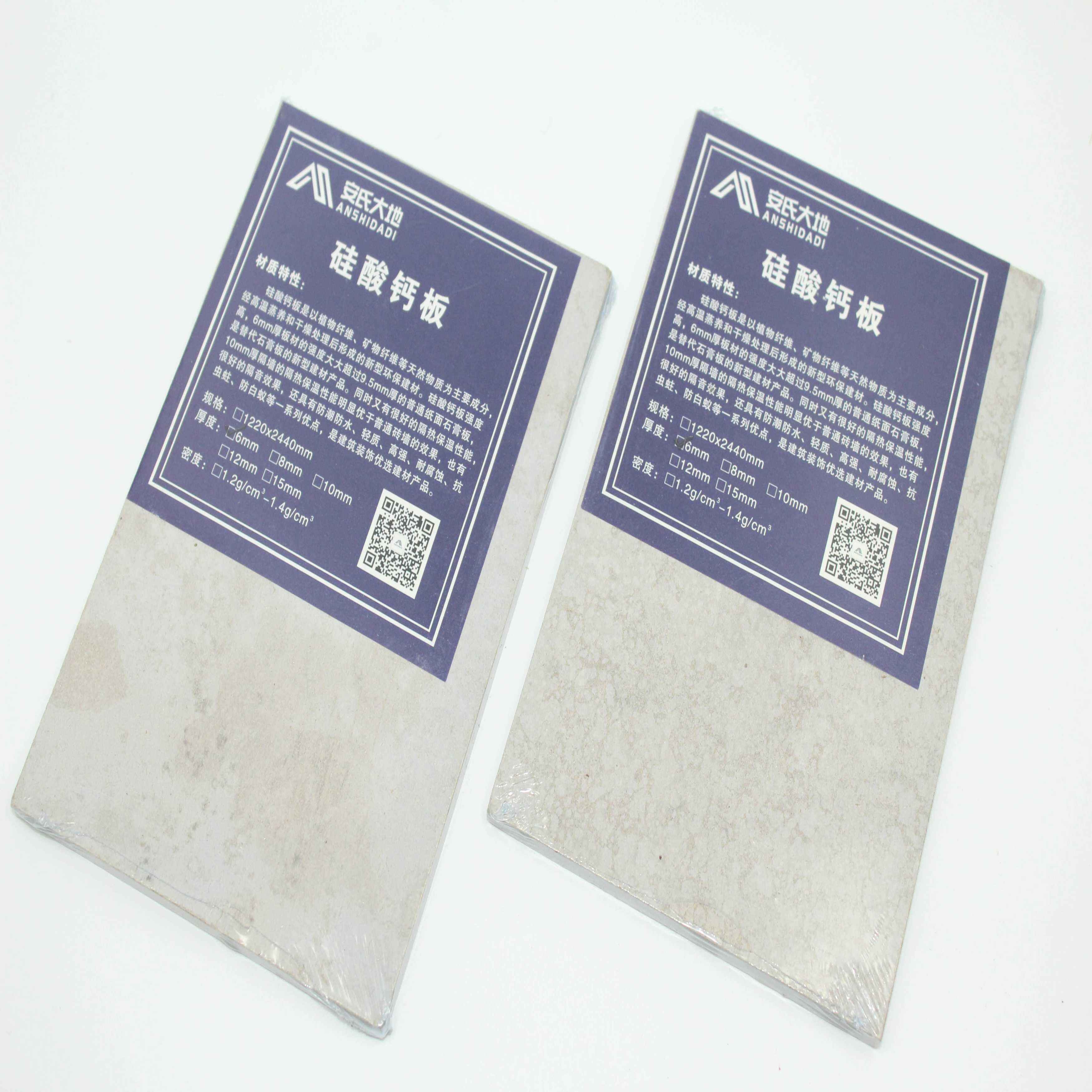
ورود به هر انباری که سازههای فولادی سبک را نگهداری میکند، شما را با ردیفهایی از پروفیلهای نقرهای درخشان روبهرو میسازد. برای چشم غیرمتخصص، همه آنها یکسان به نظر میرسند. اما اگر دقیقتر نگاه کنید—یا بهتر از آن، نمونهای را به مدت شش ماه در محیطی مرطوب قرار دهید—تفاوتها به وضوح و به شکلی دردناک آشکار میشوند.
لایه محافظ روی فولاد گالوانیزه صرفاً یک رنگ یا پوشش نیست؛ بلکه یک پیوند متالورژیکی بین روی و فولاد است. وقتی این پیوند ضعیف یا نازک باشد، خوردگی از خراشها، برشها یا سوراخهای تزریقی میکروسکوپی آغاز میشود. پس از شروع زنگزدگی، این پدیده زیر لایه باقیمانده روی مانند سرطان گسترش یافته و پوشش را بلند کرده و فولاد تازه را در معرض اکسیداسیون قرار میدهد.
گالوانیزهکاری غوطهوری در روی مذاب (HDG) شامل غوطهور کردن نوار فولادی در روی مذاب در دمای تقریبی ۴۵۰ درجه سانتیگراد است. این فرآیند لایههایی از آلیاژ روی-آهن ایجاد میکند که بهصورت متالورژیکی به فولاد پایه پیوند خوردهاند. نتیجه این فرآیند، پوششی سخت، مقاوم در برابر سایش و خودترمیمشونده است؛ زیرا روی بهصورت قربانیانگیز دچار خوردگی شده و فولاد را محافظت میکند. HDG معمولاً وزن پوششی بین ۶۰ تا ۱۲۰ گرم بر مترمربع (دوطرفه) را تأمین میکند، در حالی که برخی مشخصات برای محیطهای ساحلی یا صنعتی بسیار شدید، تا ۲۷۵ گرم بر مترمربع نیز میرسد.
گالوانیزهکاری الکترولیتی از جریان الکتریکی برای رسوبدهی روی روی سطح فولاد استفاده میکند. این پوشش نازکتر است و معمولاً بین ۱۰ تا ۳۰ گرم بر مترمربع وزن دارد و فاقد لایههای آلیاژی موجود در HDG است. اگرچه فولاد گالوانیزهشده الکترولیتی در ابتدا ظاهری درخشان و یکنواخت دارد، اما حفاظت بلندمدت محدودی ارائه میدهد. در حمام، آشپزخانه یا هر فضایی با رطوبت بالاتر از ۶۰ درصد، سازههای نگهدارنده (کیلها) گالوانیزهشده الکترولیتی ظرف ۱۸ تا ۲۴ ماه لکههای زنگزدگی قهوهای را نشان خواهند داد. تا پایان سال پنجم، پوشش ممکن است در برخی مناطق بهطور کامل از بین رفته باشد.
پیامد واقعی در دنیای واقعی: اخیراً ما در مورد بازسازی یک هتل پنجساله مشورت دادیم که پیمانکار اصلی برای صرفهجویی حدود ۰٫۰۸ دلار آمریکا در هر متر، از ریلهای فولادی گالوانیزه الکترولیتی استفاده کرده بود. سقف ناحیه استخر داخلی هتل دچار لکههای گسترده زنگزدگی شده بود که از تختههای گچی عبور کرده و ظاهر شده بود. بدتر اینکه، چندین تیغه سقف به دلیل خوردگی ریلهای اصلی، دیگر قادر به تحمل بار طراحیشده خود نبودند و از نظر ایمنی نامناسب شده بودند. هزینه اصلاح این مشکل شامل تعویض ۲۸۰۰ مترمربع سقف — شامل تخریب، دورریز، مواد جدید و نیروی کار — بیش از ۴۵۰۰۰ دلار آمریکا بود. صرفهجویی اولیه در هزینه ریلها چقدر بود؟ کمتر از ۱۲۰۰ دلار آمریکا.
استاندارد ما: در واحد تولیدی هانگژوی ما، صرفاً از فولاد گالوانیزه غوطهوری گرم با حداقل وزن پوشش ۶۰ گرم بر مترمربع برای کاربردهای داخلی خشک و ۱۲۰ گرم بر مترمربع برای هر پروفیلی که ممکن است در معرض رطوبت، تقطیر یا هوای بیرون قرار گیرد، استفاده میکنیم. برای پروژههای ساحلی یا محیطهای صنعتی، پوشش ۱۸۰ تا ۲۲۰ گرم بر مترمربع را توصیه میکنیم.
صنعت فولاد رازی ناخوشایند دارد: ضخامت اعلامشده و ضخامت واقعی تقریباً هرگز یکسان نیستند. تأمینکنندگان بیاخلاق، ضخامتی «اسمی» (مثلاً ۰٫۵ میلیمتر) را اعلام میکنند اما ضخامت فلز پایهای را تحویل میدهند که بهطور قابلتوجهی نازکتر است — گاهی اوقات ۰٫۴۲ میلیمتر یا حتی ۰٫۴۰ میلیمتر. آنها متکی بر این هستند که خریداران یا از میکرومتر استفاده نمیکنند یا نحوه اندازهگیری صحیح را نمیدانند.
چرا ۰٫۰۸ میلیمتر اهمیت دارد: مقاومت سازهای یک پروفیل فولادی سبک در برابر خمش، با ضخامت بهصورت رابطهای مکعبی متناسب است. کاهش ضخامت از ۰٫۵ میلیمتر به ۰٫۴۲ میلیمتر (کاهشی حدود ۱۶ درصدی) منجر به کاهش حدود ۲۵ تا ۳۰ درصدی ممان اینرسی پروفیل میشود. این بدان معناست که یک ریل سقفی که با ضخامت ۰٫۵ میلیمتر باید بهطور ایمن تا ۱۲۰۰ میلیمتر دهانهپوشی کند، در صورت ساخت از فولاد ۰٫۴۲ میلیمتری شروع به خمشدن میکند و حداکثر دهانه ایمن آن به ۹۰۰ میلیمتر کاهش مییابد.
برای میلههای جداکننده دیوارها، این کاهش ضخامت حتی حساستر است. یک میله با ضخامت طراحیشده ۰٫۵ میلیمتر که برای مقاومت در برابر بار جانبی ۲۵۰ نیوتن طراحی شده است، در صورتی که ضخامت واقعی آن ۰٫۴۲ میلیمتر باشد، انحراف اضافی ۴۰ درصدی خواهد داشت. در یک راهرو پرتردد، این انحراف اضافی مستقیماً منجر به ترکخوردن درزهای دیوارهای گچی، پریدن سر پیچها و احساس «سفنجی» بودن دیوار هنگام لمس میشود.
چگونه خود را محافظت کنید:
از میکرومتر کالیبرهشده — نه کالیپر — استفاده کنید. کالیپر ضخامت کلی را شامل روکش اندازهگیری میکند که ممکن است ۰٫۰۲ تا ۰٫۰۳ میلیمتر به آن اضافه شود. میکرومتری با سوزناندازهگیری (Anvil) نوکتیز، ضخامت فلز پایه را اندازهگیری میکند.
گواهی آزمون کارخانه فولاد (MTC) را از کارخانه فولاد — نه از سازنده ریل مرکزی (Keel Fabricator) — درخواست کنید. این گواهی ضخامت واقعی سیمپیچ فولادی را قبل از شکلدهی نشان میدهد.
نمونههای تصادفی از بستههای تحویلشده را انتخاب کرده و در چند نقطه مختلف اندازهگیری کنید. اگر بیش از ۵ درصد از نمونهها ضخامت کمتر از حد مشخصشده را نشان دهند، محموله را رد کنید.
در قرارداد خرید خود، هم ضخامت اسمی و هم حداقل ضخامت را مشخص کنید. بهعنوان مثال: «۰٫۵ میلیمتر اسمی، حداقل ۰٫۴۷ میلیمتر برای فلز پایه.»
تعهد ما: هر خط تولید در واحد هوشانگژوی ما مجهز به سیستم نظارت پیوسته بر ضخامت است. اگر لوله فولادی ورودی بیش از ±۰٫۰۲ میلیمتر از مشخصات تعیینشده انحراف داشته باشد، خط تولید بهصورت خودکار کنترلکننده کیفیت را هشدار میدهد. ما با هر محموله گواهی آزمون ارائه میدهیم و بازرسیهای شخص ثالث را در هر زمانی پذیرفتهایم.
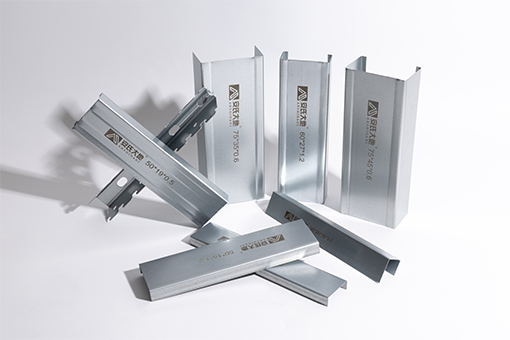
اگر قبلاً انگشت خود را روی یک سازه فولادی سبک با کیفیت بالا کشیدهاید، شاید الگوی الماسی ظریف یا مجموعهای از برآمدگیهای کوچکی را که روی بدنه یا بالهای آن فشرده شدهاند، متوجه شدهباشید. این عمل «آجدار کردن» نامیده میشود و صرفاً زینتی نیست.
کارکرد آجدار کردن:
افزایش گیرایی پیچ: هنگامی که یک پیچ خوددرّوز از سطح آجدار عبور میکند، بافت برجستهشده اصطکاک اضافی و قفلشدن مکانیکی را ایجاد میکند. آزمونهای کششی نشان میدهند که سطوح آجدار، تثبیت پیچ را نسبت به سطوح صاف ۲۰ تا ۳۵ درصد افزایش میدهند.
جلوگیری از خروج پیچ از جای خود: در حین نصب صفحات گچبرقی، ممکن است پیچها در صورت نفوذ بیش از حد «لیز بخورند». دندانهدار کردن باعث ایجاد بازخورد لامسهای برای نصاب میشود و از چرخش آزاد پیچ پس از قرار گرفتن مناسب آن جلوگیری میکند.
افزایش اصطکاک بین مقاطع نشسته روی هم: هنگام حمل و نقل یا انبار کردن تیرهای متعدد، دندانهدار کردن از لیز خوردن آنها جلوگیری کرده و بستهها را در موقعیت تراز و منظم نگه میدارد.
تقویت محلی مقطع: فرآیند شکلدهی سرد دندانهدار کردن، فولاد را در نقاط بافتار دندانهدار کرده و استحکام تسلیم محلی را تا ۱۵٪ افزایش میدهد.
مواردی که باید به آنها توجه کرد: دندانهدار کردن باکیفیت باید یکنواخت بوده و عمق آن در سراسر طول مقطع ثابت باشد. دندانهدار کردن سطحی یا نامنظم تأثیر چندانی ندارد. دندانهدار کردن بیش از حد شدید ممکن است باعث ایجاد نقاط تمرکز تنش شده و استحکام فولاد را کاهش دهد. الگوی بهینه، الگوی لوزیشکل یا خطهای متقاطع با عمق ۰٫۱ تا ۰٫۲ میلیمتر است.
ریسک جعل بودن: برخی از تولیدکنندگان کمهزینه، الگویی شبیه به دندانهدار کردن (کنورلینگ) را با استفاده از رنگ اعمالشده توسط غلتک یا اچینگ روی فولاد چاپ میکنند. این ترفند بصری از فاصلهای دور اصیل به نظر میرسد، اما هیچ فایده عملکردی ندارد. آزمون سریع خراش — اگر «بافت» با ناخن برداشته شود، یعنی کنورلینگ واقعی نیست.
گواهی آزمون میلگرد (MTC) تنها شاهد قابلاعتماد شما از این است که فولاد سفارشدادهشده، دقیقاً همان فولادی است که دریافت کردهاید. با این حال، این گواهیها ممکن است جعلی باشند، تاریخگذاری نادرست داشته باشند یا اگر با پیچ مخصوصی که برای بالشتکهای شناور شما استفاده شده مطابقت نداشته باشند، کاملاً بیربط باشند. در اینجا چیزهایی که باید بررسی کنید آمده است:
| پارامتر | چه چیزی باید دنبال کنیم؟ | پرچم قرمز |
|---|---|---|
| تعداد ضمیر | باید با شماره پیچی که روی بستهبندی بالشتک شما حک شده است مطابقت داشته باشد | عدم وجود شماره پیچ یا داشتن یک شماره عمومی |
| ضخامت فلز پایه | باید در محدوده ±۰٫۰۲ میلیمتر از مشخصات شما باشد | بیش از ۰٫۰۳ میلیمتر کمتر از مقدار اسمی |
| وزن پوشش روی | روش غوطهوری گرم: حداقل ۶۰ گرم بر مترمربع. روکشدهی گالوانیزه الکترولیتی: معمولاً ۲۰ گرم بر مترمربع | "روکششده با روی" بدون ذکر وزن یا روش اعمال روکش |
| استحکام تسلیم | حداقل ۲۲۰ مگاپاسکال برای قسمتهای داخلی و ۲۸۰ مگاپاسکال برای اجزای سازهای | زیر ۲۰۰ مگاپاسکال |
| استحکام کششی | ۲۷۰ تا ۵۰۰ مگاپاسکال بسته به درجه فولاد | در لیست نیامده یا زیر ۲۵۰ مگاپاسکال |
| تنش برشی | حداقل ۲۰ درصد برای قابلیت شکلپذیری | زیر ۱۵ درصد (فولاد شکننده در حین خمشدن ترک میخورد) |
نکته کاربردی: قبل از ارسال، گواهی آزمون مواد (MTC) را درخواست کنید و اطمینان حاصل کنید که شماره کویل در گواهی آزمون مواد با شمارههای کویل قابل مشاهده روی بستهبندیهای پالتشده مطابقت دارد. اگر تأمینکننده نتواند گواهی آزمون مواد قابل ردیابی ارائه دهد، از این محصول خریداری نکنید.
بدترین پیامد استفاده از سقفنگهدارهای ارزانقیمت، فروپاشی فوری نیست؛ بلکه شکست تدریجی و آهستهای است که ۱۲ تا ۳۶ ماه پس از نصب ظاهر میشود: ترکهای ریز در اتصالات سقف، بیرونزدن میخها در دیوارهای جداکننده، گوشههایی که دیگر زاویه ۹۰ درجه ندارند و درهایی که در قاب خود گیر میکنند.
این علائم ناشی از اجرای نامناسب دیوارهای گچی نیستند (هرچند معمولاً به همین دلیل سرزنش میشوند). بلکه ناشی از حرکت نامتعادل بین قاببندی فولادی و صفحات گچی هستند. وقتی ضخامت فولاد بسیار کم باشد یا روکشزنی گالوانیزه آن نامناسب انجام شده باشد، این قابها تحت بار تغییر شکل بیشتری پیدا میکنند، با تغییرات دما بیشتر منبسط و منقبض میشوند و بهصورت نامساوی خوردگی پیدا میکنند. هر یک از این حرکات مستقیماً به صفحات گچی سفت و سختی که به آنها متصلاند منتقل میشود. این صفحات به اندازهٔ کافی انعطافپذیر نیستند تا بتوانند این حرکات را جذب کنند؛ بنابراین ترکخورده میشوند.
کابوس توسعهدهنده: برای یک توسعهدهندهٔ مسکونی یا تجاری، این ترکها صرفاً مسائل زیباییشناختی نیستند. بلکه منجر به ادعاهای گارانتی میشوند، اعتبار توسعهدهنده را لطمه میزند و نیازمند تعمیرات پرهزینهای هستند که شامل بریدن دیوارها، تعویض بخشهایی از قاببندی فولادی، اجرای مجدد سطح دیوارها و رنگآمیزی مجدد میشود—همه اینها در حالی انجام میشوند که ساختمان در حال استفاده است. صرفهجویی ۵۰۰۰ دلاری در هزینهٔ ریلهای فولادی (Keels) میتواند به راحتی به ۵۰۰۰۰ دلار هزینهٔ تعمیرات پس از اشغال ساختمان، علاوه بر هزینههای حقوقی و غرامت پرداختی به مستأجران، تبدیل شود.
در شرکت انشیدادی، از سال ۱۹۹۷ در حال تولید تیرهای فولادی سبک هستیم. ما شاهد ورود و خروج رقبا بودهایم—که اکثر آنها به دلیل کاهش کیفیت و صرفهجوییهای غیرمجاز در فرآیندهای تولید، از بازار خارج شدهاند. ما پروژههایی را دیدهایم که تیرهای ما بهطور بیعیبی برای بیست سال عمل کردهاند، و پروژههایی را نیز دیدهایم که محصول رقیب در عرض دو سال از کار افتاده است.
انتخاب ساده است: قیمت منصفانهای را برای فولاد گالوانیزه به روش غوطهوری گرم با گواهینامهی معتبر، ضخامت تأییدشده و دندانهزنی اصیل بپردازید؛ یا بسیار بیشتر در آینده برای تعمیرات، تعویضها و از دست رفتن اعتماد هزینه کنید.
وقتی محصولات ما را انتخاب میکنید، تنها نیمههای فولادی را خریداری نمیکنید؛ بلکه دههها تجربهی کنترل کیفیت، مشخصات شفاف و یک مشارکت را خریداری میکنید که موفقیت بلندمدت شما را بر سود کوتاهمدت ما ارجح میداند. برای گواهینامههای تست مواد (MTC) ما درخواست کنید. کارخانهی ما را بازدید کنید. تیرهای ما را مورد آزمون قرار دهید. ما به هرگونه بررسی و بازرسی خوشامد میگوییم—چرا که از تواناییهای فولاد ما آگاهیم.







 اخبار داغ
اخبار داغ